Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
-->Развертки по металлу — конструкция, классификация, применение

Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Устройство регулируемой развертки
ГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размеры
Скачать
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Блок: 3/4 | Кол-во символов: 3011
Источник: http://met-all.org/oborudovanie/prochee/razvertka-po-metallu-reguliruemaya-konicheskaya-ruchnaya-mashinnaya.html
Источник: http://met-all.org/oborudovanie/prochee/razvertka-po-metallu-reguliruemaya-konicheskaya-ruchnaya-mashinnaya.html
Описание конструкции
В большинстве исполнений развертка внешне похожа на продолговатый штырь. Рабочая часть у него цилиндрическая или коническая, с продольно идущими режущими кромками для удаления металла, и канавками, формирующими строение зуба. Противоположная часть используется для закрепления инструмента и передачи движения резания. На конце хвостовика есть квадрат или конический хвостовик. Соединяет рабочую часть и хвостовик переходная шейка.
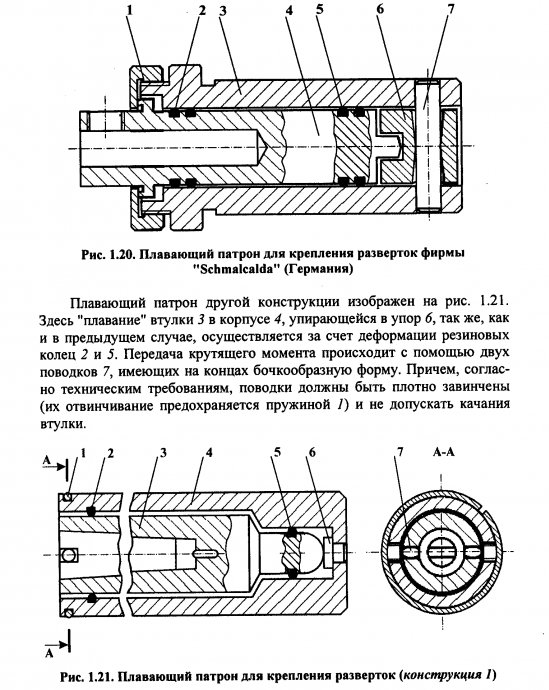
Плавающий патрон для крепления разверток
Инструмент хвостовиком монтируется в конусном патроне металлорежущего станка, а на квадрат надевается вороток при ручном способе обработки.
Режущие кромки рабочей части делятся на несколько зон. Первая – заборная часть, она конической формы и небольшой длины. За ней идет направляющий и калибрующий участок, в конце — обратный конус для предотвращения заклинивания.
Зубья бывают прямыми, винтовыми и спиральными. Только в некоторых случаях режущие кромки повторяют винтовую линию. Их применение оправдано при резании в прерывистых отверстиях.
Формообразующее строение инструмента хорошо видно в поперечном сечении.
В поперечном разрезе структура рабочей зоны состоит из:
- Режущих кромок;
- Ленточек;
- Передней поверхности резания, по которой сходит стружка;
- Задней поверхности и затылка.
В заборной и калибрующей части отличается форма зуба. На заборном участке он остро заточен, а на калибрующем имеет ленточку для заглаживания стенок.
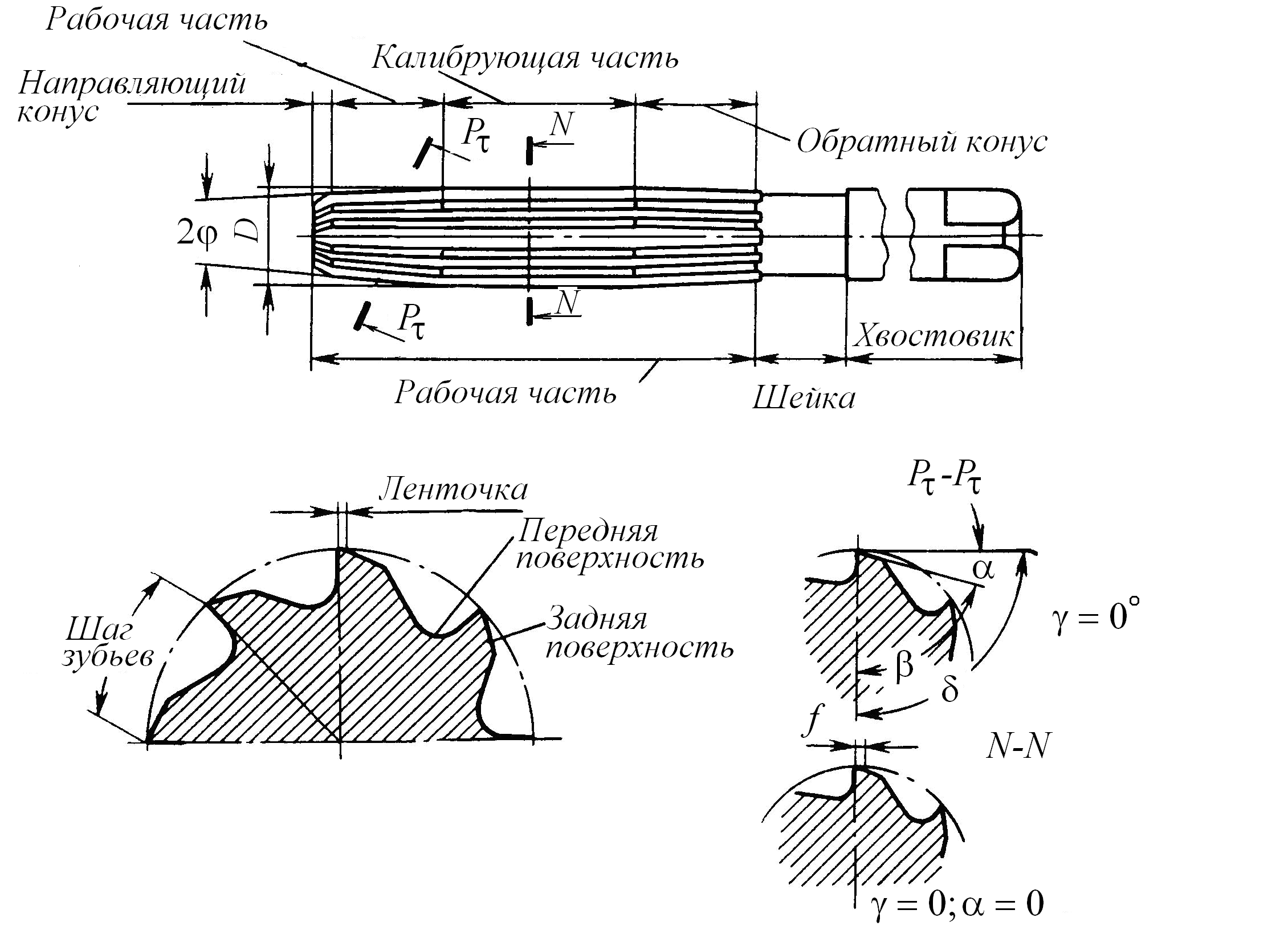
Развертка, как и зенкер, состоит из рабочей части, шейки и хвостовика
Блок: 3/5 | Кол-во символов: 1482
Источник: http://promzn.ru/obrabotka-metalla/razvertki-po-metallu.html
Источник: http://promzn.ru/obrabotka-metalla/razvertki-po-metallu.html