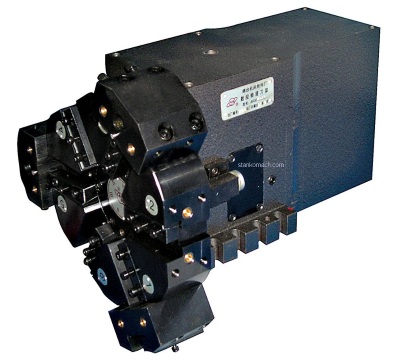
 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатели токарных станков по металлу — чертеж, устройство, ГОСТ

2.1. Конструкция и размеры корпусов должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Размеры в мм
|
Обозначение корпуса |
|
|
|
|
|
|
|
|
|
|
|
|
Масса, кг |
|
6504-0201/001 |
40 |
16 |
10 |
20 |
8 |
14 |
М10 |
95 |
12 |
16 |
24,0 |
23 |
0,750 |
|
6504-0202/001 |
|||||||||||||
|
6504-0203/001 |
55 |
22 |
12 |
30 |
10 |
18 |
М12 |
120 |
16 |
20 |
31,0 |
30 |
1,590 |
|
6504-0204/001 |
|||||||||||||
|
6504-0205/001 |
150 |
36,5 |
35 |
2,100 |
|||||||||
|
6504-0206/001 |
|||||||||||||
|
6504-0207/001 |
38,5 |
37 |
2,250 |
||||||||||
|
6504-0208/001 |
|||||||||||||
|
6504-0209/001 |
60 |
15 |
12 |
22 |
М16 |
20 |
25 |
2,480 |
|||||
|
6504-0211/001 |
|||||||||||||
|
6504-0212/001 |
24 |
10 |
18 |
М12 |
190 |
16 |
20 |
43,5 |
42 |
3,240 |
|||
|
6504-0213/001 |
|||||||||||||
|
6504-0214/001 |
12 |
22 |
М16 |
20 |
25 |
3,310 |
|||||||
|
6504-0215/001 |
|||||||||||||
|
6504-0216/001 |
70 |
26 |
20 |
48,5 |
47 |
4,300 |
|||||||
|
6504-0217/001 |
|||||||||||||
|
6504-0218/001 |
30 |
53,5 |
52 |
5,120 |
|||||||||
|
6504-0219/001 |
Пример условного обозначения корпуса с размерами державки 25 мм,
140 мм,
14 мм:
Корпус 6504-0201/001 ГОСТ 19022-73
(Измененная редакция, Изм. N 1).
2.2. Материал — сталь марки 45 по ГОСТ 1050-74*.
_______________
* На территории Российской Федерации действует ГОСТ 1050-88. — Примечание изготовителя базы данных.
2.3. Резьба — по СТ СЭВ 182-75. Поле допуска резьбы — 6H по ГОСТ 16093-70*.
_______________
* На территории Российской Федерации действует ГОСТ 16093-2004. — Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
2.4. Фаски под резьбу — по ГОСТ 10549-63*.
_______________
* На территории Российской Федерации действует ГОСТ 10549-80. — Примечание изготовителя базы данных.
2.5. Канавка для выхода шлифовального круга — по ГОСТ 8820-69.
2.6. Покрытие — Хим. Окс. прм по ГОСТ 9.073-77, кроме поверхностей и
.
2.7. Остальные технические требования — по ГОСТ 17166-71.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Державки резцовые для
токарно-револьверных станков.
Конструкция и размеры:
ГОСТ 19019-73-ГОСТ 19023-73. —
М.: Издательство стандартов, 1981
Редакция документа с учетом
изменений и дополнений
подготовлена ЗАО «Кодекс»
Блок: 3/3 | Кол-во символов: 1967
Источник: http://docs.cntd.ru/document/464637189
Источник: http://docs.cntd.ru/document/464637189
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Блок: 3/6 | Кол-во символов: 2038
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/ustrojstvo-tokarnogo-stanka-po-metallu.html
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/ustrojstvo-tokarnogo-stanka-po-metallu.html