Электронно-лучевая сварка — это надежный способ соединения тугоплавких материалов с разной температурой плавления, сокращенно ЭЛС. Технология развивается с середины прошлого века и с успехом используется в авиационной, космической промышленности. Там, где необходимо особо точное и крепкое соединение компонентов.
-->Электронно-лучевая сварка — технология, процесс и особенности

Электронно лучевая сварка — это технологически сложный процесс, предъявляющий высокие требования к оборудованию. Установки отличаются производительностью, мощностью, управлением и объемом, но неизменно имеют в составе: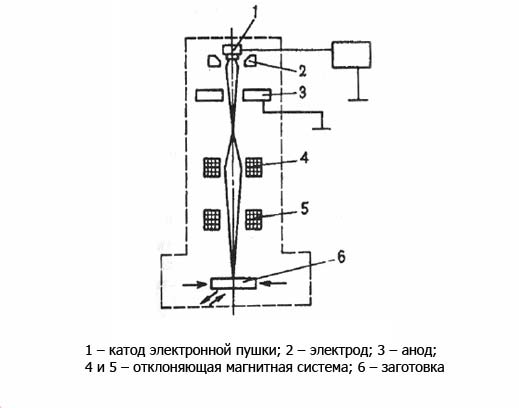
- электронную пушку, которых может быть несколько;
- вакуумную камеру;
- блок управления;
- смотровое окно для наблюдения за процессом (или монитор).
В электронно лучевой пушке для сварки формируется поток электронов, который производится катодом, подогреваемым спиралью. Около катода расположены дополнительные электроды, которые предварительно фокусируют электроны, формируя луч. На катод подается отрицательное напряжение. На ускоряющий электрод, размещенный на расстоянии нескольких сантиметров от катода, прикладывается положительное напряжение. Высокая разность потенциалов разгоняет электроны до скорости выше 100 000 км/с. В связи с тем, что электроны имеют свойство взаимно отталкиваться, их необходимо сфокусировать электромагнитной фокусирующей системой. Для точного управления лучом в электроннолучевой пушке установлена электромагнитная отклоняющая система.
Все процессы происходят в вакуумной камере. Безвоздушная среда:
- уменьшает потери энергии электронов от ударов об молекулы воздуха;
- почти полностью снижается вероятность возникновения оксидной пленки на свариваемых материалах;
- предотвращает образование дугового разряда.
Для сварки может применяться постоянное или импульсное напряжение с частотой 100-500 Гц. Использовать импульсное напряжение эффективнее, особенно при варке легкоиспаряющихся металлов: алюминий или магний. Энергия луча не тратится на ионизацию паров.
При правильно выборе частоты и скважности колебаний можно сваривать тонкие листы.
Блок: 3/5 | Кол-во символов: 1692
Источник: http://WikiMetall.ru/metalloobrabotka/elektronno-luchevaya-svarka.html
Источник: http://WikiMetall.ru/metalloobrabotka/elektronno-luchevaya-svarka.html
Технология электронно-лучевой сварки
Техника ЭЛС
 Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
Сварка в нижнем положении рекомендуется при сваривании сталей толщиной до 40мм, или при сварке титановых и сварке алюминиевых сплавов толщиной до 80мм. С помощью горизонтального луча можно проварить металл толщиной до 400 мм со сквозным проплавлением. Для однопроходной ЭЛС конструкция должна учитывать глубокое проникновение луча в металл. На рисунке слева даны распространённые примеры конструкций, свариваемые электронным лучом.
Зазор в стыке составляет 0,1-0,2мм при сварке металла толщиной до 30мм. При сварке металла с толщиной более 30мм, величина зазора составляет 0,3мм. В общем случае, диаметр луча должен быть больше величины зазора.
Технологические приёмы ЭЛС
При электронно-лучевой сварке есть ряд специальных приёмов, позволяющих улучшить качество сварного шва:
1. Сварка наклонным лучом (отклонение луча составляет порядка 5-7°) позволяет уменьшить такие дефекты в сварном шве, как поры и несплошность металла, а также позволяет добиться равномерной кристаллизации металла.
2. Для легирования металла шва и для восполнения испаряющихся в процессе сварки элементов, используют присадку.
3. Для улучшения отхождения газов и пара из металла, сварку ведут на дисперсной прокладке из гранул или мелко нарубленной сварочной проволоки. Толщина прокладки составляет 40мм.
4. Сварку в узкую разделку (0,8-8мм) выполняют в нижнем положении за счёт наплавки присадочного материала в прямоугольную разделку кромок.
5. Сварку ведут тандемом из двух электронных пушек разной мощности. Более мощная пушка выполняет проплавление, а менее мощная пушка формирует корень канала, либо хвостовую часть ванны.
6. Для проверки позиционирования луча и очистки свариваемых кромок применяют предварительные проходы лучом.
7. Двустороннюю сварку выполняют одновременно с двух сторон стыка или последовательно, примерно на половину толщины металла.
8. В процессе сварки применяют развёртку электронного луча, тем самым создают лучшие газо- и гидродинамические условия формирования канала. Развёртка может быть продольная, поперечная, Х-образная, по окружности, по эллипсу и др. Двойное преломление луча в процессе развёртки позволяет качественнее проварить корень шва и снизить дефекты в нём.
9. Для сварки одновременно двух и более стыков выполняют расщепление луча с помощью отклоняющей системы.
10. Для управления теплоотдачей в сварной шов используют модуляцию тока луча, чаще всего с частотой 1-100Гц.
11. По окончании сварки выполняют так называемый «косметический» проход. Это повторный проход, который призван устранить дефекты сварного шва как внешние, так и внутренние.
Блок: 5/9 | Кол-во символов: 2995
Источник: http://taina-svarki.ru/sposoby-svarki/elektronno-luchevaya-svarka-tehnologiya-defekty-i-oborudovanie.php
Источник: http://taina-svarki.ru/sposoby-svarki/elektronno-luchevaya-svarka-tehnologiya-defekty-i-oborudovanie.php