В среде защитных газов, сварка углекислым газом очень распространена. Для общего понимания картины, предлагаю получше изучить данный способ сваривания.
-->Полуавтоматическая сварка — в защитном газе, в углекислом газе

У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Блок: 4/7 | Кол-во символов: 390
Источник: http://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/poluavtomaticheskaya-svarka-v-srede-zashhitnyh-gazov.html
Источник: http://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/poluavtomaticheskaya-svarka-v-srede-zashhitnyh-gazov.html
Особенности сварки в углекислом газе
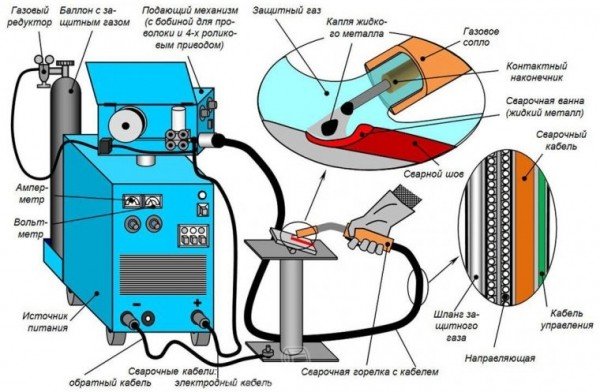
Схема полуавтоматической сварки.
Главным преимуществом работ в углекислотной атмосфере по сравнению со сваркой полуавтоматом без газа является хороший контроль над процессом варки. При использовании защитного газа оператор хорошо видит горение дуги и наблюдает за самим процессом варки.
Если же использовать проволоку с флюсом, то область сварки покрывается густым дымом, ограничивающим обзор и не позволяющим полноценно контролировать сварочный процесс.
Проведение сварочных работ в среде углекислого газа при помощи полуавтоматической аппаратуры обладает следующими преимуществами:
- Полноценное использование энергии электрической дуги, обеспечивающее впечатляющую скорость варки.
- Высокое качество полученных сварных швов.
- Возможность сварки в различных пространственных положениях.
- Низкое потребление сварщиком газа при сварке полуавтоматом.
- Сравнительно невысокая стоимость сжиженного углекислого газа.
- Возможность соединения материалов любой толщины.
- Проведение работ на весу.
- Высокая производительность труда.
- Практически полное отсутствие повреждения детали.
При ремонте кузовов автомобилей локальный нагрев, который возникает при полуавтоматической сварке, позволяет аккуратно отремонтировать изделие, без серьезных повреждений лакокрасочного покрытия. - Отсутствие необходимости в подаче и отводе флюса.
Недостатки сварки в среде углекислого газа также имеют место быть.
К таковым относятся:
- Низкое качество продаваемых углекислотных смесей.
- Более слабое, по сравнению с использованием аргоновых смесей, качество сварных швов.
- Невозможность работы со всеми металлами.
- Сложности в очистке аппаратуры после использования углекислоты.
- Серьезный износ комплектующих в случае выставления неверных параметров сварки.
В целом, полуавтоматическая сварка с углекислым газом – это очень простой процесс, быстро освоить который может даже новичок.
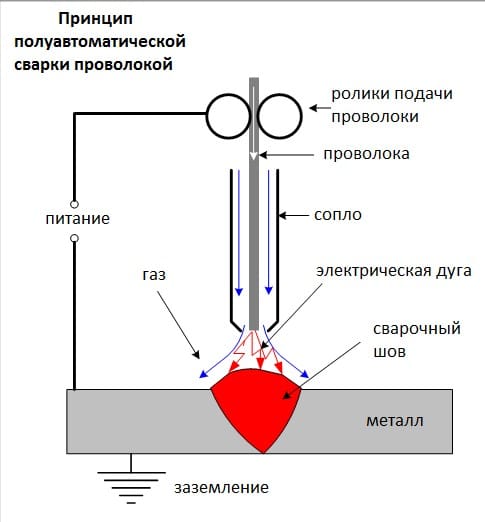
Принцип полуавтоматической сварки проволокой.
Характерной особенностью технологии углекислотной сварки являются:
- Проведение процесса на обратной полярности постоянного тока.
Подобный подход позволяет получить стабильную электрическую дугу и избежать различных деформаций. Кроме этого, обратный ток серьезно снижает расход присадочной проволоки, что позволяет использовать сварочный полуавтомат в экономном режиме. - Возможность использования прямой полярности тока для наплавки металла.
При совершении подобных работ коэффициент полезного действия в наплавке материалов выше. - Возможность проведения работ с проволочным сварочным аппаратом, питаемым от сети переменного тока.
Для использования такого функционала необходимо использовать осциллятор.
Режимы полуавтоматической сварки в углеродно-кислородной кислородной атмосфере разделяются на:
- сварку с принудительными короткими замыканиями;
- работу с переносом крупных капель;
- сварку с непрерывным горение электрической дуги.
Нормы расхода углекислого газа при использовании полуавтоматической аппаратуры составляют:
- 8-9 литров в минуту при варке проволокой от 0.8 до 1 миллиметра диаметром.
- 9-12 литров при 1.2 миллиметровой проволокой.
- 12-14 литров при соединении изделий при помощи присадочной проволоки с диаметром 1.4 миллиметра.
- 15-18 литров при качественной проварке деталей проволокой 1.6 миллиметра.
- 18-20 литров при сварке толстой двухмиллиметровой проволокой.
При сварке черных металлов углекислота сварочного полуавтоматического аппарата уходит со скоростью примерно 8-9 литров в минуту.
Кроме диаметра проволоки на расход газа влияет: метод варки, сила тока и скорость выполнения работ.
Блок: 3/11 | Кол-во символов: 3616
Источник: http://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Источник: http://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza