Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
-->Сварка нержавейки — холодная, контактная, tig, mma, mig mag

Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Блок: 4/5 | Кол-во символов: 1464
Источник: http://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html
Источник: http://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html
Сварка MIG в полуавтоматическом режиме
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу
| Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все «бытовые» аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Например полуавтомат ELAND MIG 195 очень часто покупается в нашем интернет-магазине. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Блок: 5/6 | Кол-во символов: 2196
Источник: http://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Источник: http://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.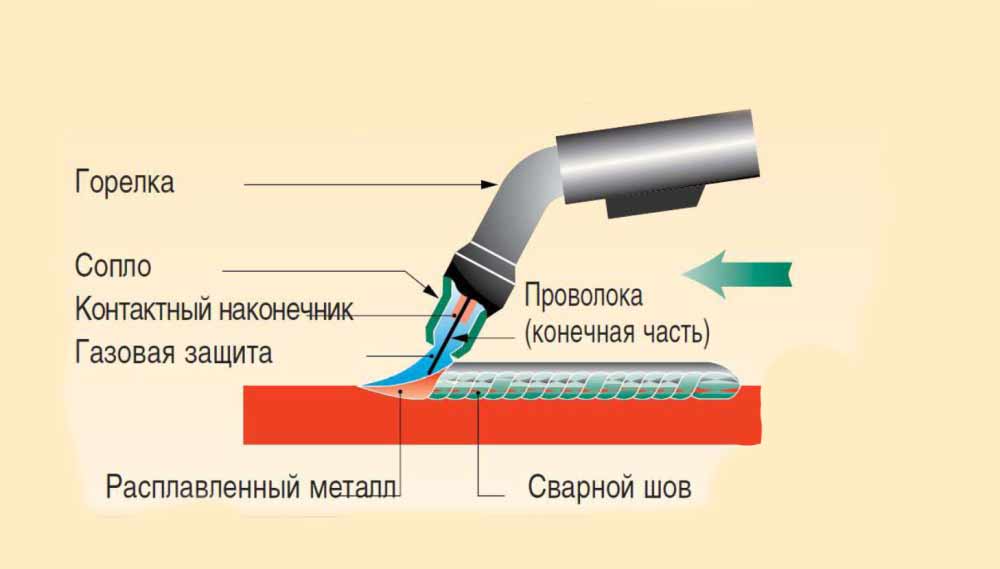
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
Блок: 5/5 | Кол-во символов: 1108
Источник: http://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html
Источник: http://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html
Кол-во блоков: 13 | Общее кол-во символов: 18186
Количество использованных доноров: 3
Информация по каждому донору:
Количество использованных доноров: 3
Информация по каждому донору:
- http://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html: использовано 3 блоков из 6, кол-во символов 4740 (26%)
- http://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html: использовано 4 блоков из 5, кол-во символов 9154 (50%)
- http://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html: использовано 3 блоков из 5, кол-во символов 4292 (24%)