Электроды для контактной сварки точечной и шовной: излагаем в общих чертах
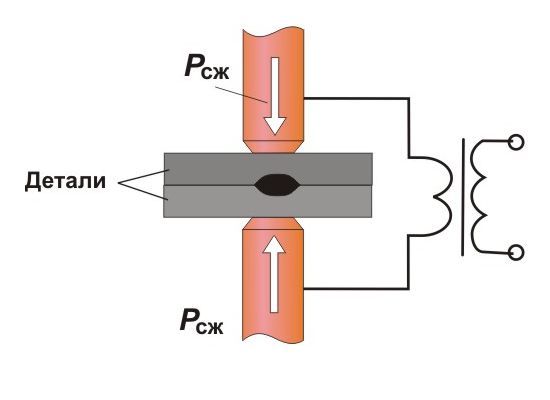
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока длительностью в соответствии с законом Джоуля — Ленца:
За величину принимают сопротивление столбика металла между электродами. При расчёте сварочного тока и времени импульса сварочного трансформатора, — исходный параметр, так как его легко рассчитать, зная материал детали, её толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля — Ленца увеличение должно увеличивать количество выделяющейся теплоты . Но по закону Ома увеличение не всегда увеличивает количество выделяющейся при сварке теплоты , многое зависит от соотношения и полного сопротивления вторичного контура сварочного трансформатора.
Где — напряжение на вторичном контуре сварочного аппарата, a — полное сопротивление вторичного контура, в которое входит . При увеличении сопротивления уменьшится сила сварочного тока , которая учитывается в законе Джоуля — Ленца в квадрате. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения примерно в 10 раз. Недостаток тепла компенсируется увеличением напряжения() или времени сварки. Сварочный процесс на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения в процессе увеличения сварного ядра. При достижении равенства нагрев достигает максимума, а затем, по мере ещё большего снижения (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надёжным сжатием зачищенных деталей, обеспечивающим поддержание на минимальном уровне, либо поддерживая высокий уровень за счёт слабого сжатия деталей и разделения импульса сварочного тока на несколько более коротких импульсов. Последнее ещё и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение в процессе сварки практически не влияет на выделение теплоты, нагрев остаётся стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Блок: 3/8 | Кол-во символов: 2675
Источник: http://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Источник: http://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы сварки являются одними из наиболее перспективных, в первую очередь, в условиях массового производства. Среди механизированных способов сварки контактная уверенно занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Другими областями массового применения являются производство комбайнов и тракторов, бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает при изготовлении металлоконструкций ответственного назначения, например, при производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток, решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость сварки герметичных швов достигает 10-15 м/мин.
Блок: 6/9 | Кол-во символов: 1694
Источник: http://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Источник: http://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php