
Пайка алюминия в домашних условиях паяльником, газовой горелкой — расписываем по порядку

Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
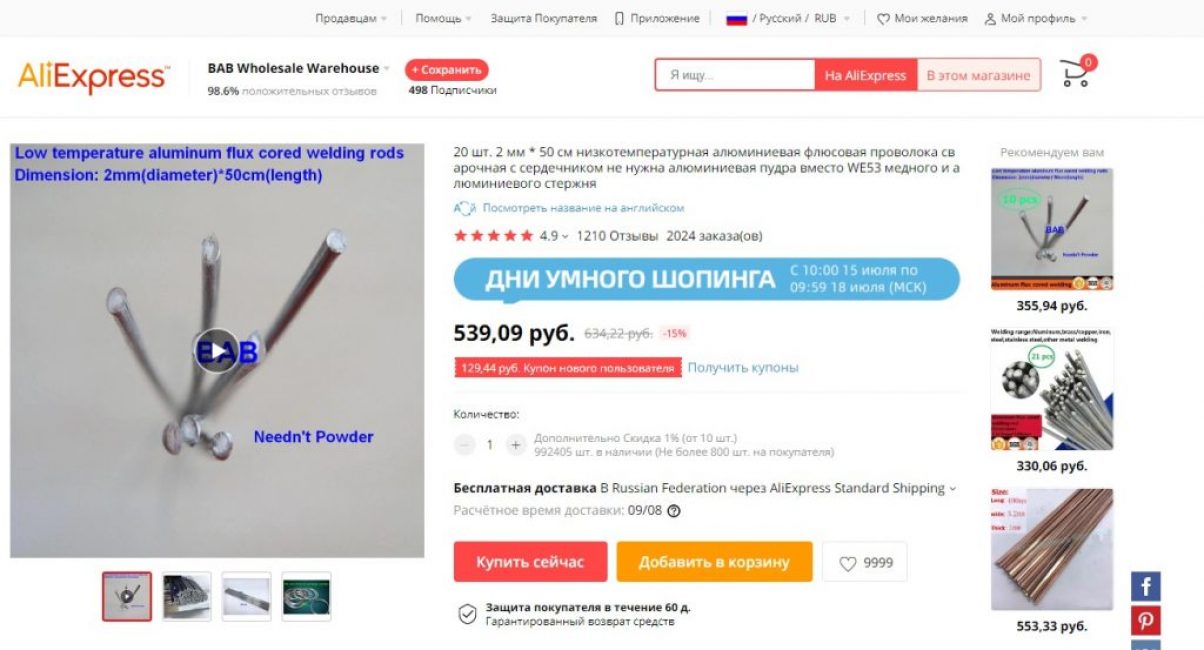
Интернет-магазин
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.
Блок: 3/4 | Кол-во символов: 2831
Источник: http://krrot.net/pajka-alyuminiya/
Источник: http://krrot.net/pajka-alyuminiya/
Особенности процесса
Ключевые проблемы пропайки алюминия традиционными припоями и флюсами связаны с:
- образованием оксидной пленки, обладающей высокой температурой плавления и хорошей химической стойкостью, предотвращающей взаимодействие с оловянными или свинцовыми припоями;
- низкой температурой плавления чистого металла, затрудняющей качественный пропай.
Для проведения пропая алюминиевых деталей специалисты должны очистить поверхность материала от оксидной пленки либо применить специализированные агрессивные припои и флюсы.
Пайка алюминия паяльником должна осуществляться с использованием цинковых припоев. Такой вариант низкотемпературной пайки алюминия, в отличие от кадмия, висмута, олова или индия, отлично взаимодействует с чистым металлом и образует прочный шов.

Температура плавления алюминиевых изделий для пайки.
Основные правила пайки алюминия в домашних условиях при отсутствии цинкового или алюминиевого припоя включают следующие пункты:
- Предварительную зачистку поверхности.
Место, на котором необходимо выполнить паяльные работы следует внимательно очистить от краски, грязи и частичек других металлов. - Шлифовку.
Для лучшей адгезии между припоем и алюминием следует отшлифовать место предполагаемого соединения. - Нельзя делать большой перерыв между очисткой алюминия и непосредственным нанесением флюса.
Из-за высокой скорость образования оксида на поверхности, процесс очистки для алюминия может потребоваться повторно. - Правильный выбор устройства, для прогрева места пайки.
Для этой работы идеально подойдет электропаяльники с регулируемой температурой жала. - Контроль за температурой места соединения.
Ввиду хорошей теплопроводности металла, температура будет быстро растекаться по всей площади изделия, а потому пропаиваемый участок будет стремительно остывать. - Обязательным условием успешной пайки алюминия является залуживание места предполагаемого контакта.
Если вовремя нанести на очищенный участок алюминия каплю припоя, оксидная пленка не сможет образоваться.
Существует несколько секретов, которые можно использовать для пайки алюминия без специализированного припоя:
- Разрушение оксидной пленки путем интенсивного трения места соединения кирпичом.
После того, как с камня облупится некоторое количество пыли следует набрать на жало паяльника необходимое количество канифоли или флюса и залить место пайки. После этого следует сделать сильные нажимистые движения плоским срезом паяльника, по месту планируемого пропая. Путем такого нехитрого действия кирпичная пыль разрушит тонкую оксидную пленку, а имеющийся на паяльнике припой залудить очищенный металл. - Разрушение оксидной пленки при помощи частичек железа.
Для этого следует сточить толстый гвоздь напильником, нанести на место пайки большое количество жидкой канифоли или флюса, а затем насыпать металлические опилки. После того, как средство для пайки затвердеет следует набрать на жало паяльника припой и сильно вдавить его в место пайки. - Использование трансформаторного масла.
Для осуществления данного способа следует снять верхний слой детали наждачной бумагой, а затем на очищенное место вылить масло. После этого можно втереть разогретый припой и получить хорошую адгезию между оловом и алюминием.
Блок: 2/7 | Кол-во символов: 3330
Источник: http://tutsvarka.ru/vidy/pajka-alyuminiya
Источник: http://tutsvarka.ru/vidy/pajka-alyuminiya