Полуавтоматическая сварка металла работает так же, как и обычная электродуговая, за счет расплавления соединяемых деталей и электрода. Только в качестве последнего используется специфический расходный материал.
-->Проволока для сварочного полуавтомата, сварка проволокой: разъясняем обстоятельно

Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая
 Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
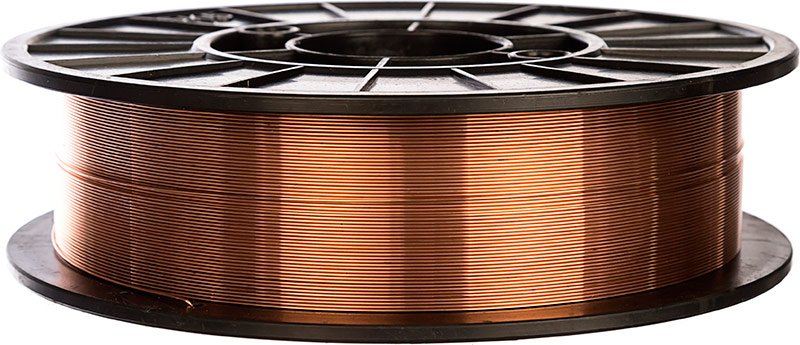
Омедненная
 Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная
 Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом
 Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки
 Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Блок: 2/6 | Кол-во символов: 6220
Источник: http://voltobzor.ru/svarka/svarochnaya-provoloka-dlya-poluavtomatov
Источник: http://voltobzor.ru/svarka/svarochnaya-provoloka-dlya-poluavtomatov
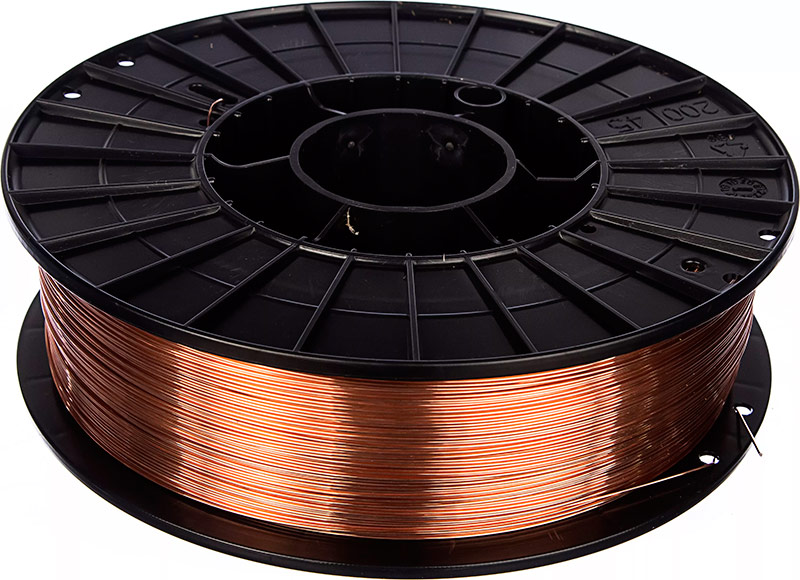
Лучшая омедненная сварочная проволока
Сварочная проволока этого типа применяется при сварке углеродистых и конструкционных сталей. Внутри она состоит из обычного металла, а наружное покрытие обогащено медью, что уменьшает количество брызг и задерживает образование трещин в горячем состоянии. Это подходит и для сварки чугуна.
Проволока имеет повышенное сопротивление на разрыв и отлично подойдет для применения в гараже, на даче и производстве, где требуется сварка «черного железа».
СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
Отечественный продукт для сварки в инертных газах. Удобная бабина легко устанавливается в барабан. Катушки присадочного материала весом 5 кг хватает на долго.

+ Плюсы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Пригодна для всех углеродистых и низколегированных сталей.
Шов действительно ровный и чистый благодаря отсутствию брызг. - Получается глубокий провар.

— Минусы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Подходит не ко всем полуавтоматам по креплению к барабану (используется еврокатушка).
- Не пригодна для работы в среде активных газов (углекислоты) — нужно быть внимательным при выборе для сварки кузовов авто и тонких металлов под вентиляцию.
Вывод. Это лучшая сварочная проволока для полуавтоматов в тех случаях, где важна максимальная чистота металла после накладки шва. Она отличается минимальным количеством брызг, благодаря чему расположенная рядом резьба или лицевая поверхность останутся неиспорченными.
OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Шведский продукт от именитого бренда, изготавливаемый на производственных мощностях в Чехии. Выпускается в еровкатушках весом по 5 кг и соответствует ГОСТу СВ-08Г2С-О.
+ Плюсы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
- Шов сохраняет хорошую ударную вязкость даже при понижении температуры до -20 градусов — в таком случае показатель составит 90 Дж/см2.
- Ровный хороший шов без наплывов.
- Мягкое горение сварочной дуги.
— Минусы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
- Не очень ровная укладка, несмотря на брендового производителя — возможны пробуксовки в канале.
- Конструкция катушки может отличаться от фото в интернет-магазинах.
- Проволока жесткая и ее неудобно заправлять в механизм подачи.
Вывод. Хорошая проволока, подходит для заделки трещин в рамах различного оборудования и механизмов. Она имеет предел прочности 560 МПа, поэтому устойчива к растяжениям при ударах. Швы выполненные полуавтоматом с этой проволокой имеют повышенную крепость.
Блок: 2/6 | Кол-во символов: 2398
Источник: http://srbu.ru/instrumenty-i-oborudovanie/1638-luchshaya-svarochnaya-provoloka-rejting.html
Источник: http://srbu.ru/instrumenty-i-oborudovanie/1638-luchshaya-svarochnaya-provoloka-rejting.html