Сталь – самый известный в мире сплав железа. По сути, говоря о железных конструкциях и предметах, мы говорим об изделиях (или их производстве) из той или иной стали. 99% сплава относится к категории конструкционных сталей, так что практически не существует инструментов или оборудования, где он бы ни использовался.
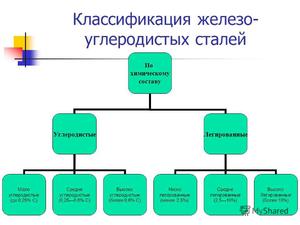
-->Классификация сталей — по назначению, составу, применению

Процесс изготовления сплава сводится к переработке чугуна, при которой отжигаются лишние примеси и вводятся легирующие элементы. Используются при этом несколько методов.
- Мартеновский – расплавленный или твердый чугун с рудой плавят в мартеновской печи при 2000 С, чтобы отжечь лишний углерод. Добавки вводят в конце плавки. Сталь разливают в ковши и переправляют в прокатный цех.
- Кислородно-конвертерный – более производительный. Сквозь чугун в печи продувают воздух или смесь воздуха с кислородом, добиваясь более быстрого и полного отжига.
- Электроплавильный – плавка осуществляется в закрытой печи при 2200 С, что исключает попадание в сплав газов. Дорогостоящий метод, которым получают лишь высококачественные составы.
- Прямой метод – в шахтной печи окатыши, получаемые из железной руды продувают продуктами сгорания природного газа – смесью кислорода, угарного газа, аммиака, при температуре в 1000 С.
На этом процесс изготовления стали не заканчивается. В тех случаях, когда необходимо получить максимально прочный материал, прибегают к дополнительной обработке.
Термический метод
К термическим способам относится:
- отжиг – нагрев и медленное охлаждение разных видов и с разной скоростью;
- закалка – нагрев выше критической температуры, что вызывает перекристаллизацию сплава, и быстрее охлаждение;
- отпуск – процедура, осуществляет вслед за закалкой с целью уменьшить напряжение металла;
- нормализация – тот же отжиг, но проводимый не в печи, а на воздухе.
Термомеханический способ
Термомеханические методы сочетают механическое и термическое воздействие:
- высокотемпературная ТМО – закалка – наклеп, упрочнение, производится сразу же после нагрева, пока сплав сохраняет аустенитную структуру. Изменение вследствие пластической деформации при прокатке или штамповке сохраняется на 70% и после охлаждения и сталь оказывается более прочной;
- при низкотемпературной ТМО – холоднокатаная сталь. Сплав нагревают для аустенитного состояния, охлаждают ниже точек рекристаллизации, чтобы добиться появления мартенситной фазы – в пределах 400– 600 С. Затем производится закалка – наклеп, прокатка. При охлаждении эффект полностью сохраняется.
Термохимическая обработка
Термохимическая обработка представляется собой нагрев сплавов и выдержку их в определенных химических средах. К наиболее известным методам относят:
- цементацию – насыщение поверхности сплава углеродом. Таким образом получают износостойкий верхний слой;
- азотирование – насыщение стали азотом. Цель такая же – получение верхнего износостойкого слоя, но по сравнению с цементацией, азотирование обеспечивает более высокую стойкость к коррозии;
- нитроцементацию и цианирование – насыщение поверхностного слоя и углеродом и азотом. Обеспечивает более высокую скорость и производительность процесса.
Блок: 4/5 | Кол-во символов: 2771
Источник: http://stroyres.net/metallicheskie/vidyi/chyornyie/zhelezo/stal.html
Источник: http://stroyres.net/metallicheskie/vidyi/chyornyie/zhelezo/stal.html
Инструментальные стали
Для обеспечения надежной работы инструментов сталь должна обладать специальными свойствами, которые проявляются у каждой группы материалов по-разному в зависимости от производства и технологии введения добавок.
Шарикоподшипниковые формы
 Сплавы при производстве очищаются от неметаллических примесей, использование технологии вакуумно-дугового или электрошокового переплава уменьшает пористость металла. При производстве подшипников и их узлов применяют хромистые шарикоподшипниковые стали с добавками хрома. Дополнительное легирование осуществляется марганцем и кремнием с целью увеличить показатель прокаливаемости. Чтобы детали можно было изготавливать методом холодной штамповки и резать применяется отжиг металла на твердость.
Сплавы при производстве очищаются от неметаллических примесей, использование технологии вакуумно-дугового или электрошокового переплава уменьшает пористость металла. При производстве подшипников и их узлов применяют хромистые шарикоподшипниковые стали с добавками хрома. Дополнительное легирование осуществляется марганцем и кремнием с целью увеличить показатель прокаливаемости. Чтобы детали можно было изготавливать методом холодной штамповки и резать применяется отжиг металла на твердость.
Закалка деталей (роликов, шарикоподшипников и колец) проводится в масляной ванне при температуре 850−870˚С, их охлаждают с целью обеспечения стабильности до 25˚С перед отпуском. Так как подшипниковые и подобные элементы при эксплуатации испытывают сильные динамические нагрузки, то их делают из металлов с дальнейшей термической обработкой и цементацией.
Износостойкие виды
Сопротивление износу повышается с увеличением показателя поверхностной твердости материала. Для долговременной эксплуатации важны такие качества сплава:
- сопротивление разрушению при абразивном трении;
- долговременная эксплуатация в условиях высокого давления и ударных нагрузок.
 Износостойкие металлы применяют при изготовлении гусеничных траков, дробильных плит камнедробильного оборудования, раздавливающих щек. Работа в таких условиях эффективна благодаря свойству сталей набирать прочность и твердость в условиях пластической холодной деформации, достигающей 70%. Добавки фосфора больше 0,027% приводят к увеличению хладноломкости сырья.
Износостойкие металлы применяют при изготовлении гусеничных траков, дробильных плит камнедробильного оборудования, раздавливающих щек. Работа в таких условиях эффективна благодаря свойству сталей набирать прочность и твердость в условиях пластической холодной деформации, достигающей 70%. Добавки фосфора больше 0,027% приводят к увеличению хладноломкости сырья.
Литая сталь имеет структуру аустенита, у которого на границах зерен выделяется излишний марганца карбид, ведущий к уменьшению прочности и вязкости. Чтобы получить аустенитную однофазную структуру заготовки закаливают в водной среде при температуре около 1100˚С.
Сопротивляющиеся коррозии
 Эти материалы используют для изготовления элементов приборов, работающих в условиях электрохимической коррозии, их называют нержавеющими. Стойкость к коррозии развивается после введения добавок, ведущих к образованию поверхностных пленок с хорошей адгезией к металлу. Эти слои уменьшают непосредственное взаимодействие сталей с внешними раздражающими факторами и повышают потенциал в электрохимической среде.
Эти материалы используют для изготовления элементов приборов, работающих в условиях электрохимической коррозии, их называют нержавеющими. Стойкость к коррозии развивается после введения добавок, ведущих к образованию поверхностных пленок с хорошей адгезией к металлу. Эти слои уменьшают непосредственное взаимодействие сталей с внешними раздражающими факторами и повышают потенциал в электрохимической среде.
Нержавеющие металлы делят на хромоникелевые и хромистые. Хромистые составы используют для пластичных деталей, которые изготавливают штамповкой и методом сварки. Этот вид подразделяют на ферритные, мартенситно-ферритные и мартенситные сплавы. Для повышения сопротивления ударам их закаливают в масле при температуре около 1000˚С в условиях высокого отпуска с показателями температуры в пределах 600−800˚С.
Жаропрочные сплавы
Применяют для изготовления элементов, работающих при температуре выше 500˚С, составы низколегированные, содержащие до 0,25% С и других легирующих добавок: хрома, вольфрама, никеля. Закалка и нормализация осуществляется в масле при температуре около 890−1050˚С. Из перлитных сталей делают детали, подвергающиеся в работе режиму ползучести при малых нагрузках, например, паронагревательные трубы, арматура котлов с паром, крепежные детали.
Блок: 4/4 | Кол-во символов: 3347
Источник: http://tokar.guru/metally/stal/himicheskiy-sostav-i-klassifikaciya-staley-po-naznacheniyu.html
Источник: http://tokar.guru/metally/stal/himicheskiy-sostav-i-klassifikaciya-staley-po-naznacheniyu.html