Сварка латуни в домашних условиях, а также в производственных цехах осложнена тем, что при выполнении такого процесса отмечаются немалые испарения цинка.
-->Сварка латуни — технология сварки аргоном, полуавтоматом, газовая
Чаще всего для такого процесса используют электроды с ЗТ-покрытием. Их стержень сделан из бронзы, содержащей марганец и кремний (1 и 3 % соответственно), а покрытие из:
- порошкового алюминия (2,5 %);
- серебристого графита (16 %);
- марганцовой руды (17,5 %);
- ферросилиция (32 %);
- плавикового шпата (13 %).
Сварочный процесс данными электродами осуществляется при обратной полярности постоянным током. Причем для уменьшения выгорания цинка применяется короткая дуга. С обратной стороны под стык подкладывают асбестовую прокаленную подкладку, которая защищает его от вытекания металла. Разделка кромок не предусматривается, если свариваются листы толщиной менее 4 мм.
После выполнения сварочных мероприятий производится обязательная проковка шва с последующим его отжигом, позволяющим обеспечить мелкозернистую структуру металла и сделать его химический состав однородным. Отжиг ведется при температурах около 635 °С.
Допускается также дуговая сварка латунных поверхностей угольным электродом (прямая полярность, постоянный ток) с использованием специальных флюсов. К наиболее распространенному флюсу, который применяется многими предприятиями, относят состав БЛ–3:
- древесный уголь – 2,5 %;
- хлористый натрий – 12,5 %;
- криолит – 35 %;
- хлористый калий – 50 %.
Режим сварки с помощью угольного электрода зависит от толщины латуни. Так, для соединения изделий толщиной до 3 мм применяется ток от 180 до 200 А (сечение электрода – 6 мм), до 5 мм – ток от 240 до 270 А (10 мм), до 10 мм – от 400 до 450 А (18 мм), от 14 до 16 мм – ток до 550 А (20-миллиметровый электрод).
Добавим, что латунные изделия толщиной от 10 и более миллиметров сваривают с предварительным подогревом до 350 градусов, меньшей толщины – без подогрева.
Блок: 3/5 | Кол-во символов: 1774
Источник: http://tutmet.ru/svarka-latuni-argonom.html
Источник: http://tutmet.ru/svarka-latuni-argonom.html
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
-
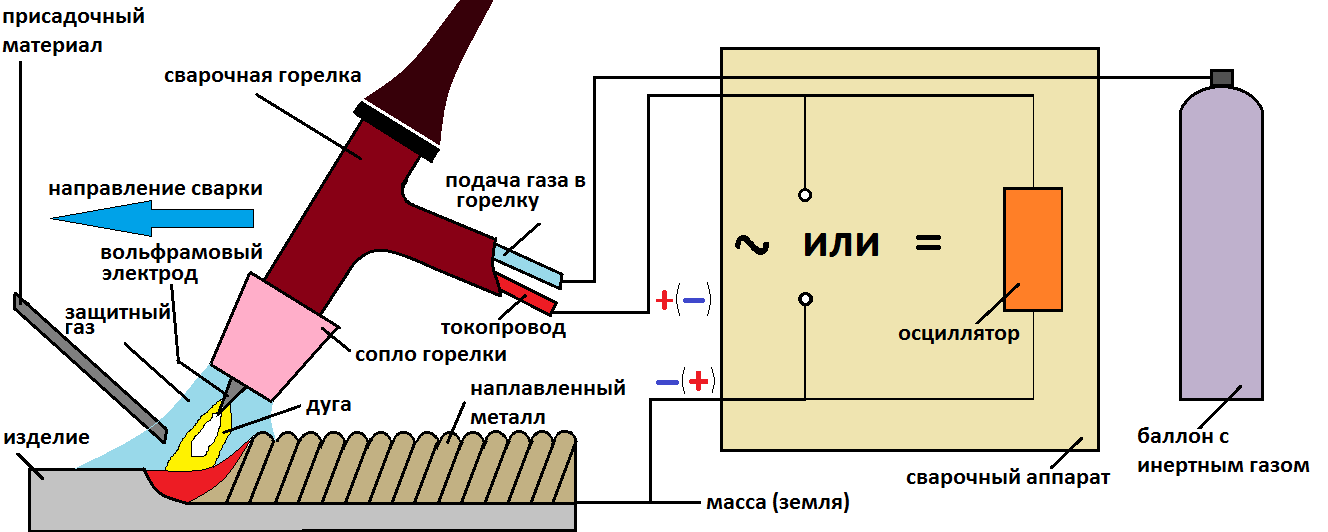
 Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода. - Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
>
Блок: 3/3 | Кол-во символов: 2523
Источник: http://ismith.ru/welding/texnologiya-svarki-latuni-s-ispolzovaniem-argona/
Источник: http://ismith.ru/welding/texnologiya-svarki-latuni-s-ispolzovaniem-argona/