Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
-->Электрическая сварочная дуга — источники, характеристика, напряжение

Электрическая сварочная дуга может быть разной – ее тип полностью зависит от типа сварки и от той среды, в которой производятся сварочные работы.
- Открытая электрическая сварочная дуга появляется, когда сварка производится без применения защитных газов и флюса – то есть, просто в воздухе. Это наиболее часто встречающийся тип сварочной дуги, в состав среды горения которой входит окружающий воздух, пары, испускаемые металлом, материал, из которого состоит электрод и его покрытие.
- Закрытая электрическая сварочная дуга. Такая дуга появляется, когда производится сварка с применением флюса. Среда горения такой дуги содержит пары металла, из которого состоит свариваемая поверхность, материал, из которого состоит электрод, и флюс, применяемый при сварке.
- Электрическая сварочная дуга с защитными газами. Для того, чтобы образовался такой тип дуги, сварка производится в среде защитных газов. Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.
Блок: 2/4 | Кол-во символов: 1276
Источник: http://stalevarim.ru/pub/elektricheskaya-svarochnaya-duga-ndash/
Источник: http://stalevarim.ru/pub/elektricheskaya-svarochnaya-duga-ndash/
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
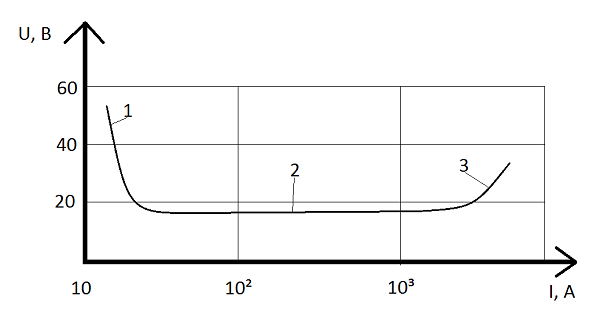
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Блок: 8/9 | Кол-во символов: 2976
Источник: http://svarkaprosto.ru/tehnologii/svarochnaya-duga
Источник: http://svarkaprosto.ru/tehnologii/svarochnaya-duga