Сварка аргоном – выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.
Источник: http://tutsvarka.ru/vidy/svarka-argonom
Содержание
- 1 Основные свойства дугового разряда
- 2 Классификация видов дуговой аргоновой сварки
- 3 Продолжительность разряда
- 4 Инверторная сварка в аргоне
- 5 Этапы ручной аргонодуговой сварки
- 6 Режимы работы
- 7 Техника ручной аргонодуговой сварки
- 8 Температурные зоны
- 9 Вольт-амперная характеристика
- 10 Режимы сварки в аргоне
- 11 Аргонодуговая сварка в домашних условиях
- 12 Варим в аргоне медь
Коэффициенты перевода объема и массы аргона при Т=15°С и Р=0,1 МПа
| масса, кг |
объем |
|---|---|
|
газ, м3 -->Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Блок: 5/12 | Кол-во символов: 1141
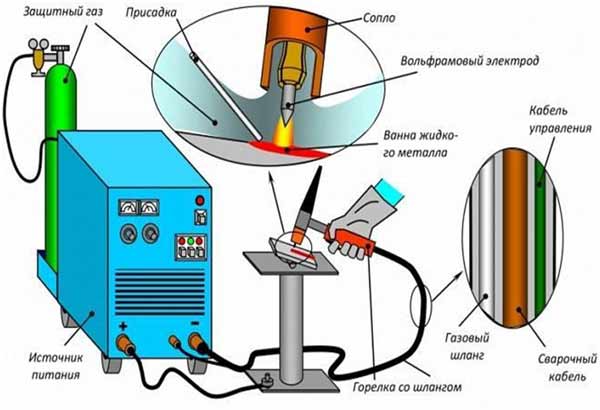
Источник: http://tutsvarka.ru/vidy/svarka-argonom Этапы ручной аргонодуговой сваркиДля проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:
Электрод располагается в держателе горелки и выступает на 2-5 мм вперед. Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ. Сварка с поддувом аргона должна проводиться в такой последовательности:
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей. Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя. Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине. Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так: Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о. Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва. После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва. Блок: 4/6 | Кол-во символов: 2621
Источник: http://WikiMetall.ru/metalloobrabotka/svarka-argonom.html |