 Высокоточная обработка металлических предметов производится с применением нетрадиционных технологий и методик. К таковым можно отнести шлифовку, резку, а также закрепление посредством электроэрозионного влияния. Электроэрозионные станки появились довольно давно, однако, широкую популярность они получили лишь за последние 10−20 лет.
Высокоточная обработка металлических предметов производится с применением нетрадиционных технологий и методик. К таковым можно отнести шлифовку, резку, а также закрепление посредством электроэрозионного влияния. Электроэрозионные станки появились довольно давно, однако, широкую популярность они получили лишь за последние 10−20 лет.
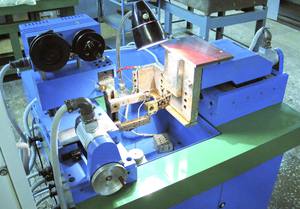
Электроэрозионные станки проволочные вырезные — принцип работы, схемы

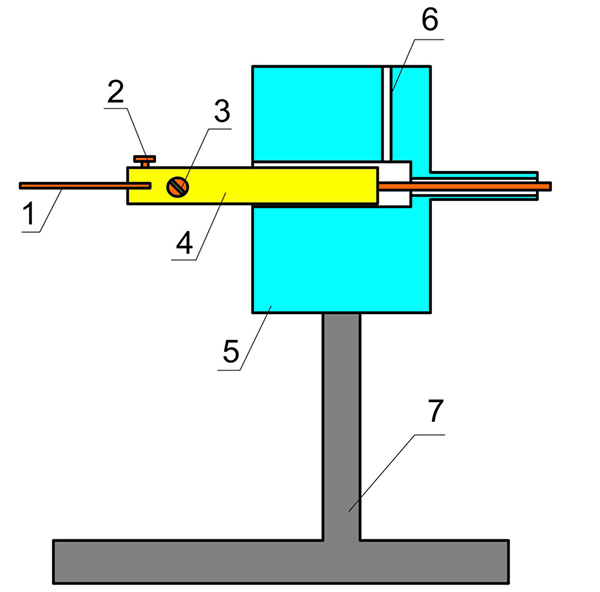
Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Блок: 4/7 | Кол-во символов: 756
Источник: http://metmastanki.ru/elektroerozionnyy-stanok-svoimi-rukami
Источник: http://metmastanki.ru/elektroerozionnyy-stanok-svoimi-rukami
§2 Электроэрозия
Принцип электроэрозионной обработки металлов основан на испарении металла искровым разрядом.
Если Вы видели короткое замыкание конденсатора на металлической пластине, то помните, что в месте разряда остаётся лунка.
Металл в этом месте испаряется от высокой температуры искрового разряда.
Электроэрозионные станки более 50 лет применяются в промышленности для обработки высокопрочных сплавов.
Блок: 4/8 | Кол-во символов: 446
Источник: http://www.softelectro.ru/5_2.html
Источник: http://www.softelectro.ru/5_2.html
§5 Реализация станка
Детали для искрового генератора не дефицитны, их можно купить в специализированном магазине или взять на ближайшей помойке.
Конденсаторы Вы найдете в любом выброшенном телевизоре или мониторе или в блоке питания от компьютера.
Там же найдете и диодный мост.
Напряжения указанное на конденсаторе должно быть не менее 320 В.
Емкость конденсатора может быть любой, сумма всех ёмкостей конденсаторов должна быть не менее 1000 мкФ (все конденсаторы соединяются параллельно).
Чем больше будет ёмкость, тем мощнее будет удар.
Все это надо собрать в прочном изоляционном корпусе.
Как я уже говорил для монтажа надо использовать толстые медные провода (6..10мм2), которые должны идти от конденсаторов к электродам.
Провода от конденсаторов к диодным мостам и к лампе могут быть 0,5мм2.
Лампу установить в фарфоровый патрон и прочно закрепите его на подставке, чтобы лампа не упала и не разбилась,
желательно здесь же установить автомат защиты на 2..6 А. с его помощью можно будет включать схему.
Для электродов нужно сделать надежные зажимы.
Для минусового провода большой крокодил или винтовой зажим.
На плюсовом проводе надо сделать зажим для медного электрода и штатив с направляющей для электрода.
Рис.2 Устройство станка
- Описание:
- электрод;
- винт зажима электрода;
- винт зажима плюсового провода;
- направляющая втулка;
- фторопластовый корпус;
- отверстие для подачи масла;
- штатив;
Корпус 6 вытачивается из фторопласта. В качестве направляющей втулки 4 для электрода 1 использован заземляющий штырь 3-х фазной евророзетки.
Он был просверлен вдоль оси для установки в него электрода и сделано два отверстия с резьбой для закрепления электрода и провода.
По мере испарения электрода его подают вперед, ослабив винт 2.
Вся конструкция крепится на надёжный штатив, который позволяет менять высоту.
В отверстие 6 вставляется трубочка с маслом.
Направляющая втулка 4 как шприц подает масло вдоль электрода.
Рис.3 Фотография станка 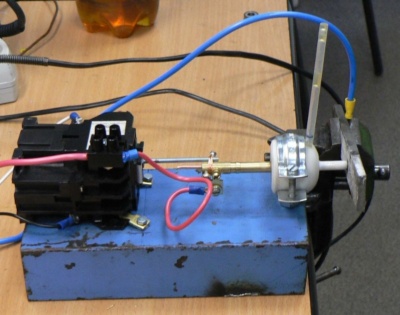
Для привода электрода был использован отечественный пускатель с катушкой на 220в, шток которого имеет ход 10 мм (он определяет максимальную глубину отверстия).
Обмотка пускателя подключается параллельно лампе Н1, поэтому пока конденсаторы заряжаются (лампа горит) шток пускателя втянут.
После зарядки конденсаторов лампа гаснет, так как ток в системе перестает течь и шток отпускается.
При отпускании штока он касается детали, происходит искровой разряд, лампа Н1 загорается и шток снова втягивается. Цикл повторяется снова, с частотой примерно 1Гц.
Если надо увеличить частоту, то нужно увеличить мощность лампы Н1.
В качестве детали на фотографии использован напильник.
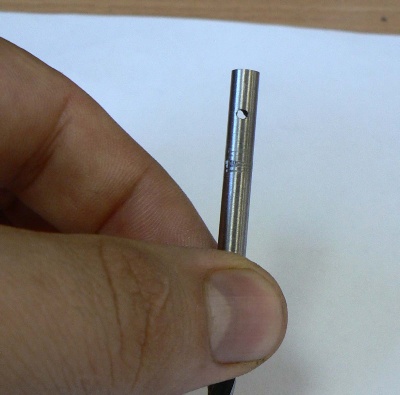
Рис.4 Фотографии сверла с отверстием, проделанным этим станком. 
Блок: 7/8 | Кол-во символов: 2918
Источник: http://www.softelectro.ru/5_2.html
Источник: http://www.softelectro.ru/5_2.html
Параметры, которые влияют на скорость и точность обработки
Для того чтобы ещё лучше разобраться в работе электроэрозионных станков и влиять на её качество, можно указать несколько важных параметров, которые напрямую влияют на точность и скорость процесса обработки:
-
 материал заготовки;
материал заготовки; - материал, из которого изготовлен электрод-инструмент (медь или латунь);
- сопротивление диэлектрической жидкости;
- режимы обработки, а если быть точнее, то режимы работы генератора электрических импульсов станка;
- диаметр используемого трубчатого электрода, используемого как электрод-инструмент.
Кроме вышеназванных параметров можно назвать ещё один, который также может оказывать большое влияние на процесс электроэрозионной обработки. Этим параметром является положение универсального патрона для крепления электродов, а именно прямолинейность его нахождения относительно оси Х. Поэтому пользователю станка настоятельно рекомендуется осуществлять поверку патрона на регулярной основе.
Блок: 5/7 | Кол-во символов: 963
Источник: http://stanok.guru/stanki/elektroerozionnye-stanki-i-princip-raboty.html
Источник: http://stanok.guru/stanki/elektroerozionnye-stanki-i-princip-raboty.html